 Бары
Бары
 Бисер и шары
Бисер и шары
 Болты и гайки
Болты и гайки
 Кристаллы
Кристаллы
 Диски
Диски
 Волокна и ткани
Волокна и ткани
 Фильмы
Фильмы
 Хлопья
Хлопья
 Пены
Пены
 Фольга
Фольга
 Гранулы
Гранулы
 Медовые соты
Медовые соты
 Чернила
Чернила
 Ламинат
Ламинат
 Шишки
Шишки
 Сетки
Сетки
 Металлизированная пленка
Металлизированная пленка
 Тарелка
Тарелка
 Порошки
Порошки
 Род
Род
 Простыни
Простыни
 Одиночные кристаллы
Одиночные кристаллы
 Мишень для напыления
Мишень для напыления
 Трубки
Трубки
 Стиральная машина
Стиральная машина
 Провода
Провода
 Конвертеры и калькуляторы
Конвертеры и калькуляторы
 Пишите для нас
Пишите для нас
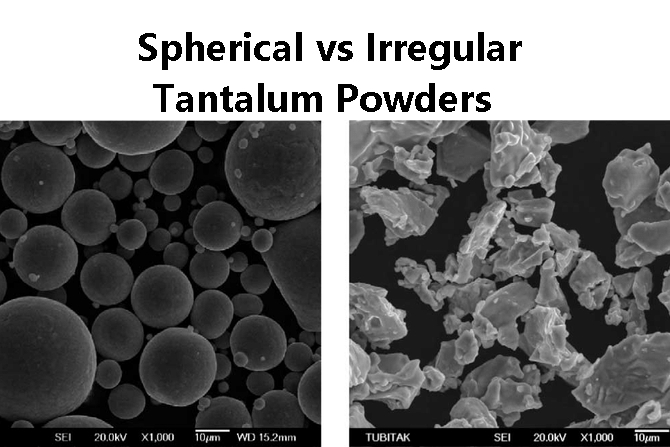
Сферические и неправильные танталовые порошки для промышленного применения
Тантал - редкий коррозионно-стойкий металл, широко используемый в таких высокотехнологичных отраслях, как электроника, аэрокосмическая промышленность, биомедицинская инженерия и аддитивное производство. Хотя его неотъемлемые характеристики, такие как высокая температура плавления (~3017°C), пластичность и химическая стабильность, идентичны, морфология танталовых порошков оказывает существенное влияние на эффективность обработки, характеристики изделий и выбор материала.
Давайте обсудим технические и практические различия между сферическими и неправильными танталовыми порошками, а также то, как они отличаются по своим характеристикам в важных промышленных приложениях.
1. Морфология и производство
Основное различие между сферическими и неправильными танталовыми порошками заключается в их форме, которая является прямым результатом процессов их производства.
- Сферические танталовые порошки производятся такими передовыми методами, как газовое распыление, плазменная сфероидизация и процесс плазменного вращающегося электрода (PREP). В этих методах тантал либо расплавляется и распыляется в мелкую каплю (которая застывает в виде сферы), либо изменяет форму угловатых частиц за счет поверхностного натяжения в плазменном поле.
- Порошки тантала неправильной формы обычно получают путем водородной декрепитации (HDH), восстановления оксидов тантала натрием или магнием или механического измельчения губчатого тантала или лома. Эти методы менее затратны, но приводят к получению грубых, угловатых частиц с неровной поверхностью.
2. Сыпучесть и плотность упаковки
Текучесть имеет особое значение для таких операций, как аддитивное производство, холодное прессование и литье порошка под давлением. Обычно она оценивается по скорости потока Холла и углу упругости.
- Сферические порошки обладают лучшей текучестью благодаря гладкой поверхности и минимальному трению между частицами. Типичный сферический танталовый порошок AM-класса (15-45 мкм) имеет скорость течения по Холлу 11-14 секунд на 50 г и угол упругости 25°-30°.
- Порошки неправильной формы, напротив, имеют плохую текучесть: скорость потока Холла обычно составляет >25 секунд на 50 г, а угол откоса - >40°, и они менее пригодны для процессов, где требуется воспроизводимая текучесть.
Аналогичным образом, плотность крана и насыпная плотность выше у сферических порошков, обычно до 5,8-6,5 г/см³ (плотность крана), по сравнению с 4,0-5,2 г/см³ у порошков неправильной формы. Это означает улучшение использования материала и эффективности упаковки при спекании и аддитивных процессах.
Дополнительная информация: Газоатомизированные сферические порошки: Решение технологических и практических проблем
3. Площадь поверхности и уровни примесей
Удельная площадь поверхности, обычно измеряемая методом БЭТ-анализа, влияет на поведение при спекании, химическую реактивность и подбор примесей.
- Порошки неправильной формы имеют более высокую площадь поверхности - обычно от 0,5 до 1,2 м²/г - из-за их грубой морфологии. Это делает их более реакционноспособными, что выгодно в таких областях, как производство анодов конденсаторов, где площадь поверхности повышает производительность.
- Сферические порошки с БЭТ от 0,10 до 0,30 м²/г менее подвержены окислению и загрязнению. Они идеально подходят для применения в тех областях, где требуется высокая чистота и контролируемое спекание.
Содержание кислорода, очень важной примеси в тантале, в сферических порошках ниже (~0,015-0,03 масс.%) даже при производстве в инертном газе. Порошки неправильной формы могут содержать 0,05-0,15 мас.% кислорода или больше, в зависимости от производства и обработки.
4. Производительность в зависимости от применения
4.1 Аддитивное производство
Сферические танталовые порошки необходимы для лазерного порошкового наплавления (LPBF) и электронно-лучевого плавления (EBM) благодаря их улучшенной текучести для равномерного осаждения слоев, динамике расплава, которую можно предсказать, и высокой плотности упаковки для плотных деталей.
- Исследования показывают, что детали AM, изготовленные из сферических порошков, имеют относительную плотность >99,5%, прочность на разрыв 550-650 МПа и приемлемое усталостное поведение.
- Порошки неправильной формы, напротив, практически непригодны для AM из-за их плохой текучести и неравномерного плавления.
Дополнительная информация: Сферический порошок в аддитивном производстве
4.2 Производство конденсаторов
Для производства танталовых конденсаторов используются порошки с очень большой площадью поверхности, чтобы получить высокую емкость на единицу массы (CV/g). В этом случае предпочтительны мелкие порошки неправильной формы.
- Нерегулярные порошки размером менее 10 мкм, пористые и извилистые, достигают 80 000-200 000 CV/g, в зависимости от спекания и прессования.
- Сферические порошки не находят широкого применения из-за низкой площади поверхности и, как правило, не подходят для этой цели.
4.3 Биомедицинские имплантаты
Сферические порошки предпочтительны в биомедицинских приложениях, таких как 3D-печатные пористые танталовые имплантаты, благодаря взаимосвязанности и контролируемому размеру пор, точности размеров и равномерному спеканию, хорошей биосовместимости и остеоинтеграции.
- Имплантаты, изготовленные методом LPBF или струйного нанесения связующего на сферический тантал, имеют пористость 60-80% и диаметр пор в диапазоне 300-500 мкм, что имитирует архитектуру отменной кости.
- Порошки неправильной формы могут использоваться для получения традиционных спеченных пористых материалов, но им не хватает точности и постоянства сферического сырья.
4.4 Порошковая металлургия и покрытия
Для общей порошковой металлургии (ПМ):
- Порошки неправильной формы обеспечивают быстрое спекание благодаря более высокой поверхностной энергии.
- Сферические порошки обеспечивают более равномерную усадку и более высокую механическую прочность, что необходимо для аэрокосмической промышленности или использования в условиях высоких нагрузок.
При термическом и плазменном напылении сферические порошки еще более предпочтительны для удовлетворительной подачи и стабильной толщины покрытия.
Сводная таблица: Сферические и несимметричные танталовые порошки
|
Категория |
Сферический танталовый порошок |
Нерегулярный танталовый порошок |
|
Свойства |
||
|
Форма |
Однородные сферы; |
Угловатые/коричневые; |
|
Производство |
произведено с помощью газового распыления, плазменной сфероидизации или PREP |
произведенные путем редукции или механического дробления |
|
Текучесть (поток Холла) |
Отличная (11-14 с/50 г); низкий угол откоса (25°-30°) |
Плохая (>25 с/50 г); большой угол откоса (>40°) |
|
Плотность отвода |
Высокая (5,8-6,5 г/см³) |
Умеренная (4,0-5,2 г/см³) |
|
Площадь поверхности (BET) |
Низкая (0,10-0,30 м²/г); менее реактивный |
Высокая (0,5-1,2 м²/г); более реактивный |
|
Содержание кислорода |
Низкое (~0,015-0,03 масс.%) |
Повышенное (~0,05-0,15 масс.%) |
|
Области применения |
||
|
Аддитивное производство |
Идеально подходит для LPBF/EBM; высокая плотность, хорошая механическая прочность |
Непригоден из-за плохой текучести и непостоянного плавления |
|
Производство конденсаторов |
Обычно не подходит из-за низкой площади поверхности |
Предпочтительно; достигается 80 000-200 000 CV/г |
|
Биомедицинские применения |
Используется в 3D-печатных имплантатах; контролируемая пористость, хорошая биосовместимость |
Используется при традиционном спекании; менее точен |
|
ПМ и покрытия |
Равномерная усадка; равномерные покрытия; хорошо подходит для аэрокосмической промышленности, медицины, конструкционных деталей |
Более быстрое спекание; используется для изготовления деталей общего назначения |
Для получения дополнительной информации о танталовых продуктах, пожалуйста, проверьте Stanford Advanced Materials (SAM).
Заключение
Выбор между сферическими и неправильными танталовыми порошками основывается на компромиссе между техническими характеристиками, стоимостью и требованиями конечного использования.
Сферические порошки оптимально использовать в таких областях, как аддитивное производство, биомедицинские имплантаты и аэрокосмические детали, где текучесть, чистота и механические свойства имеют первостепенное значение. Порошки неправильной формы, напротив, находят лучшее применение в производстве конденсаторов, химической обработке и компонентах порошковой металлургии в целом, где высокая площадь поверхности и реакционная способность важнее текучести или однородности.
 Chin Trento
Chin Trento



